











Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

Torich International Limited--The Steel Tube Maker
Modelo: A 556 / 556M
Marca: Enriquecer
Paquete: En madera
productividad: 3000ton per month
transporte: Ocean
Lugar de origen: China
Apoyo sobre: 10000ton per year
Certificados : ISO9001
Hafen: Shanghai,Ningbo
Tipo de Pago: L/C,T/T
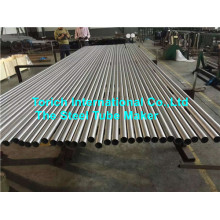
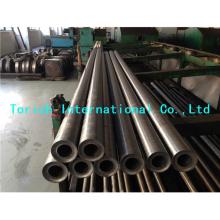
A 556 / A 556M Calentador de agua de alimentación de carbono en frío Tubos de acero sin costura
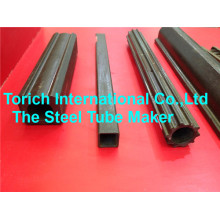
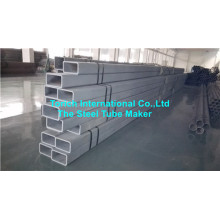
Principales fabricantes y proveedores de China de Tubos Especiales, y estamos especializados en Ingeniería de Acero Especial, Tubo de Acero Elíptico, Tubo de Acero Triangular, Tubo de Perfil de Acero, Tubo de Acero de Perfil, etc.
1. Documentos referenciados
1.1 Normas ASTM:
Una especificación 450 / A 450M para los requisitos generales para el carbono, la aleación ferrítica y los tubos de acero de aleación austenítica E 30 Métodos de prueba para el análisis químico de acero, hierro fundido, hierro a cielo abierto y hierro forjado
2. Fabricación
2.1 Fabricación: los tubos se fabricarán mediante un proceso continuo y se extraerán en frío.
2.2 Tratamiento térmico:
2.2.1 Los tubos estirados en frío se tratarán con calor después del paso final de estirado en frío a una temperatura de 1200 ° [640 ° C] o superior para garantizar la ductilidad satisfactoria para enrollar en láminas de tubos y para cumplir con las propiedades mecánicas especificadas.
2.2.2 Si se especifica el recocido de alivio de tensión de las curvas en U, el recocido consistirá en calentar la parte doblada dentro de un rango de 1100 a 1200 ° F [585 a 640 ° C].
3. Composición química
3.1 El acero debe cumplir con uno de los requisitos de composición química prescritos en la Tabla 1. 3.2 Cuando se ordena una pendiente según esta especificación, se debe suministrar una aleación de grado que específicamente requiera la adición de cualquier elemento distinto de los listados para el grado ordenado en
| Element | Composition, % | ||
|---|---|---|---|
|
|
Grade A2 | Grade B2 | Grade c2 |
| Carbon, max | 0.18 | 0.27 | 0.3 |
| Manganese | 0.27-0.63 | 0.29-0.93 | 0.29-1.06 |
| Phosphorus | 0.035 | 0.035 | 0.035 |
| Sulfur, max | 0.035 | 0.035 | 0.035 |
| Silicon, min | ... | 0.10 | 0.10 |
4. Variaciones permitidas en las dimensiones (Fig. 1)
4.1 Las variaciones permisibles del diámetro exterior especificado no deben exceder 0.004 in. [0.10 mm] para tubos de menos de 0.0 pulg. [25,4 mm] diámetro exterior ni 0,006 pulg. [0,15 mm] para tubos de 1,0 pulg. [25,4 mm] a 1,25 pulg. [31,7 mm] inclusive. Estas tolerancias no se aplican a la parte doblada de los tubos en U. En la parte doblada de un tubo en U para R = 2 D orgorrea, ni el diámetro mayor ni menor del tubo se desviará del valor nominal en más del 10%. Si se especifica 1 / D, las tolerancias podrían ser mayores.
4.2 Las variaciones permisibles del espesor de pared mínimo especificado no deberán exceder el +20% o -0. El espesor de la pared de
|
|
Grade A2 | Grade B2 | Grade C2 |
|---|---|---|---|
| Tensile strength, min, ksi [MPa] | 47[320] | 60[410] | 70[480] |
| Yield strength, min, ksi [MPa] | 26[180] | 37[260] | 40[280] |
|
Elongation in 2 in. or 50 mm, min, % (longitudinal) |
35 | 30 | 30 |
| Grade A2 | HR B 72 |
|---|---|
| Grade B2 | HR B 79 |
| Grade C2 | HR B 89 |
el tubo en sección doblada en U no debe ser menor que el valor determinado por:
tf T 2R / 2R D (1)
dónde:
t = espesor de la pared después de la flexión, pulg. [mm],
T = espesor mínimo especificado de la pared del tubo, pulg. [Mm],
R = radio de curvatura de la línea central, pulg. [Mm], y
D = diámetro exterior nominal del tubo, pulg. [Mm].
PRODUCTOS POR GRUPO : Tubos de acero de perfil










Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.